硬质合金刀具详解(硬质合金刀具硬度)
资讯
2024-03-18
44
硬质合金,作为现代刀具中最主要的一种材料,很有必要,仔细说说。
其它刀具材料,参见上篇金属切削刀具材料。
硬质合金,是由难熔金属的高硬度化合物作为硬质相,和粘结相金属混合,通过粉末冶金工艺烧结而成的一种合金材料。
作为刀具材料主咖的硬质合金,主要指的是,采用碳化钨(WC)作为硬质相,钴(Co)作为粘结相的硬质合金,俗称钨钢。硬度高(86~93HRA),红硬性好,适合大部分金属材料的切削加工。
还有一种并非碳化钨(WC)基的硬质合金刀片,俗称金属陶瓷(Cermet),是一种以TiC、TiCN为硬质相,Co、Ni作为粘结相的硬质合金,与普通硬质合金的区别,就是硬质相由WC变成TiC、TiCN。金属陶瓷不是陶瓷,是硬质合金的一种。
(也有学术文章,把WC基硬质合金、TiC基硬质合金都归类为金属陶瓷。好吧,咱不较劲,咱就按俗称来哈~)
国内标准,把常用的硬质合金按照成分和性能,分为三大类:
- 钨钴类硬质合金 - YG
主要成分:碳化钨(WC)、钴(Co)
- 钨钛钴类硬质合金 - YT
主要成分:碳化钨(WC)、碳化钛(TiC)、钴(Co)
- 钨钛钽铌类硬质合金 - YW
主要成分:碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)、碳化铌(NbC)、钴(Co)
但是,国外主流刀具厂商,并不按照这个套路来区分硬质合金材料。
目前主流厂商的材质分类,是按照适用切削工件材料进行分类,可参考工件材料相关文章(工件材料了解一下)。
下面才是干货
现在,大部分厂商的刀具材质分类,可以对标以下标准分类:
- P01 - P50 适用于合金钢切削
- M01 - M40 适用于不锈钢切削
- K01 - K40 适用于铸铁切削
- N01 - N30 适用于有色金属切削
- S01 - S30 适用于超级合金切削
- H01 - H30 适用于超硬金属切削
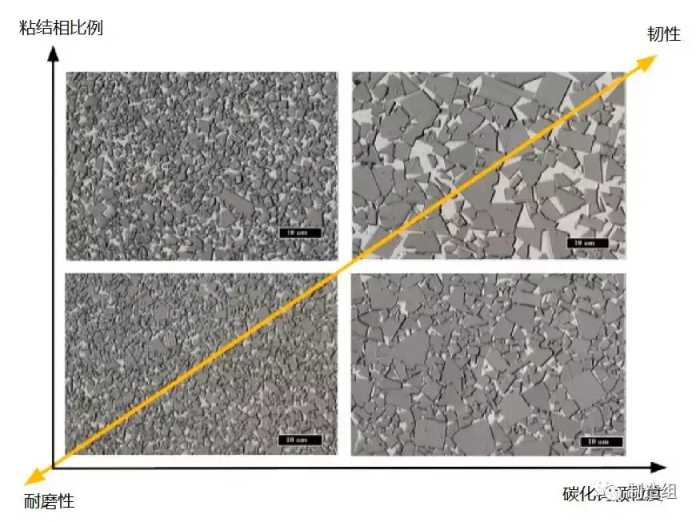
上述材质分类中字母后面的数字,代表了切削此类材料时工况对刀具的不同要求,一般来说,数字越大表示对刀具韧性、耐冲击性要求越高,数字越小对于刀具的硬度、耐磨性要求越高。
硬质合金用作刀具主要有三种形式:
- 焊接硬质合金
- 硬质合金棒料
- 硬质合金刀片
以硬质合金刀片为例,从粉末到刀片的生产过程了解一下。

1、硬质合金粉末制备 - 硬质合金成分配比
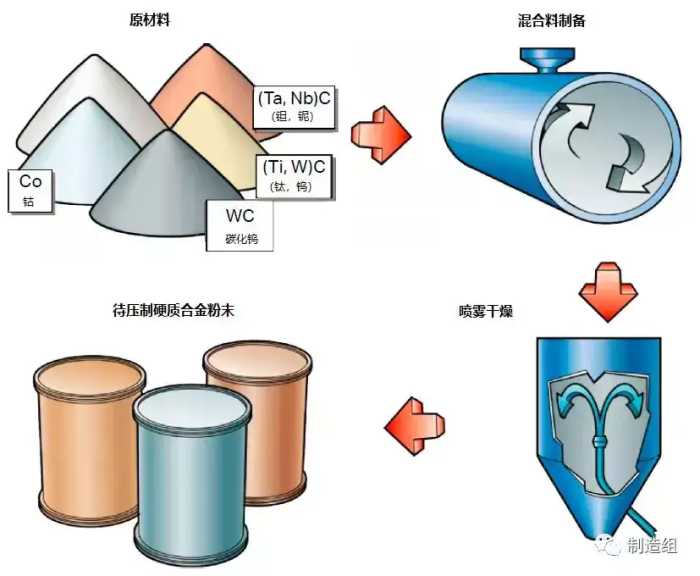
硬质合金粉末的颗粒度及成分比例,决定了成品刀片的主要性能。
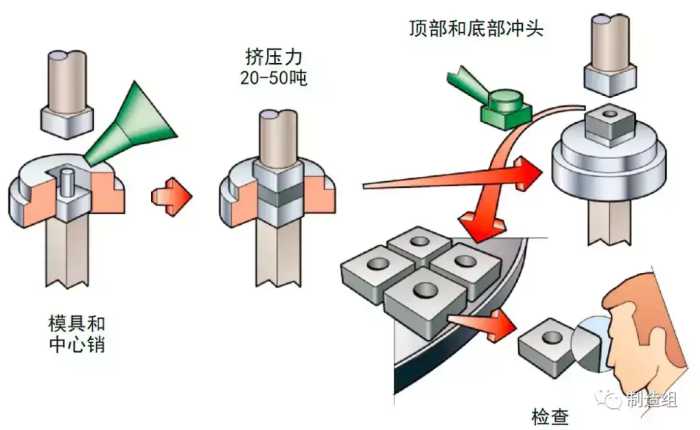
2、粉末压制成型 - 刀片外形及断屑槽成型
3、硬质合金烧结 - 完成粉末冶金工艺
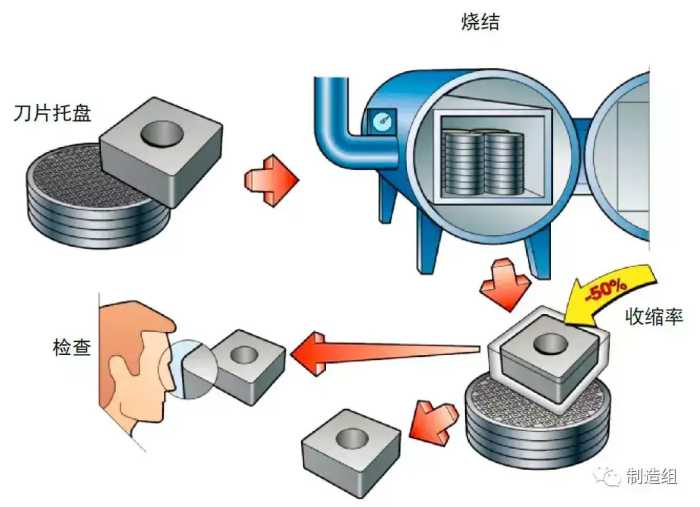
烧结过程中,硬质合金有一定的收缩率,刀片尺寸随之缩小。

1.压制后待烧结刀片、2.烧结后刀片、3.涂层后刀片
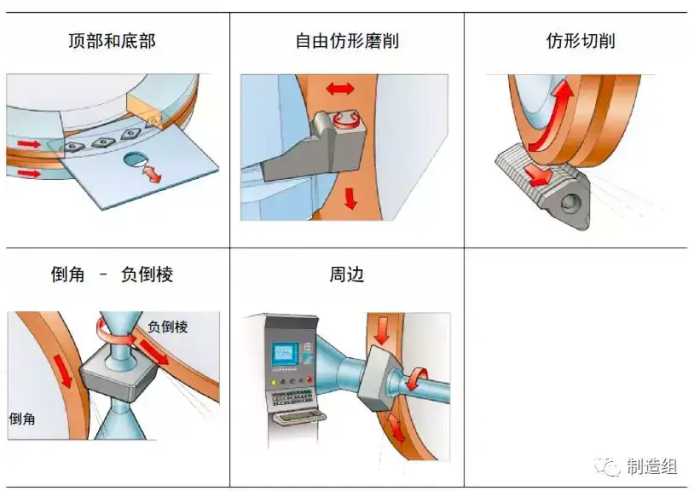
4、磨制 - 完成精确尺寸
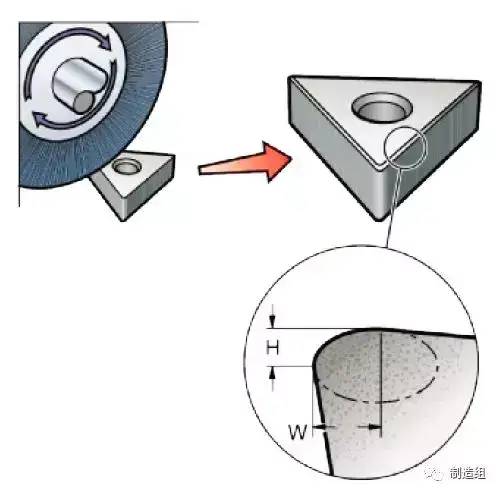
5、刃口钝化 - 提高刃口强度
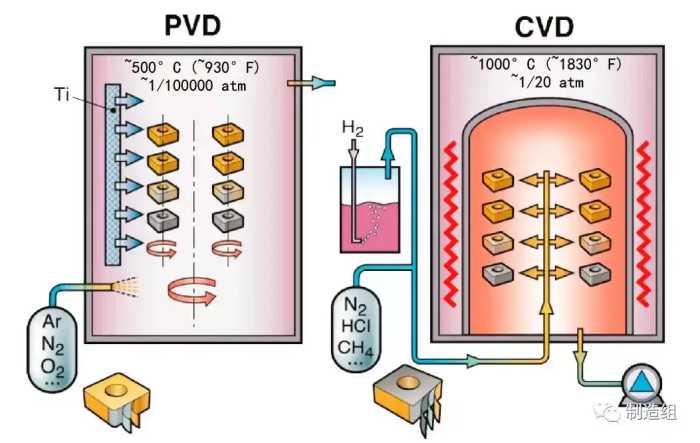
6、涂层 - 改善切削性能
这里必须划一下重点,刀具厂商的刀片材质,一般指的是:
某个特定成分、性能的硬质合金基材,加上某种特定工艺的涂层。
(非涂层材质除外)
也就是说,即使是相同的基材,配合不同的涂层,会成为两个不同的刀片材质牌号。这是厂商刀片材质与硬质合金基材的区别。
另外一方面,涂层工艺与硬质合金基材的配合设计,是非常重要的材质研发技术考量。以后的应用技术讨论中会涉及相关内容。

试用详情请戳下方了解更多
本站涵盖的内容、图片、视频等数据系网络收集,部分未能与原作者取得联系。若涉及版权问题,请联系我们删除!联系邮箱:ynstorm@foxmail.com 谢谢支持!
硬质合金,作为现代刀具中最主要的一种材料,很有必要,仔细说说。
其它刀具材料,参见上篇金属切削刀具材料。
硬质合金,是由难熔金属的高硬度化合物作为硬质相,和粘结相金属混合,通过粉末冶金工艺烧结而成的一种合金材料。
作为刀具材料主咖的硬质合金,主要指的是,采用碳化钨(WC)作为硬质相,钴(Co)作为粘结相的硬质合金,俗称钨钢。硬度高(86~93HRA),红硬性好,适合大部分金属材料的切削加工。
还有一种并非碳化钨(WC)基的硬质合金刀片,俗称金属陶瓷(Cermet),是一种以TiC、TiCN为硬质相,Co、Ni作为粘结相的硬质合金,与普通硬质合金的区别,就是硬质相由WC变成TiC、TiCN。金属陶瓷不是陶瓷,是硬质合金的一种。
(也有学术文章,把WC基硬质合金、TiC基硬质合金都归类为金属陶瓷。好吧,咱不较劲,咱就按俗称来哈~)
国内标准,把常用的硬质合金按照成分和性能,分为三大类:
- 钨钴类硬质合金 - YG
主要成分:碳化钨(WC)、钴(Co)
- 钨钛钴类硬质合金 - YT
主要成分:碳化钨(WC)、碳化钛(TiC)、钴(Co)
- 钨钛钽铌类硬质合金 - YW
主要成分:碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)、碳化铌(NbC)、钴(Co)
但是,国外主流刀具厂商,并不按照这个套路来区分硬质合金材料。
目前主流厂商的材质分类,是按照适用切削工件材料进行分类,可参考工件材料相关文章(工件材料了解一下)。
下面才是干货
现在,大部分厂商的刀具材质分类,可以对标以下标准分类:
- P01 - P50 适用于合金钢切削
- M01 - M40 适用于不锈钢切削
- K01 - K40 适用于铸铁切削
- N01 - N30 适用于有色金属切削
- S01 - S30 适用于超级合金切削
- H01 - H30 适用于超硬金属切削
上述材质分类中字母后面的数字,代表了切削此类材料时工况对刀具的不同要求,一般来说,数字越大表示对刀具韧性、耐冲击性要求越高,数字越小对于刀具的硬度、耐磨性要求越高。
硬质合金用作刀具主要有三种形式:
- 焊接硬质合金
- 硬质合金棒料
- 硬质合金刀片
以硬质合金刀片为例,从粉末到刀片的生产过程了解一下。
1、硬质合金粉末制备 - 硬质合金成分配比
硬质合金粉末的颗粒度及成分比例,决定了成品刀片的主要性能。
2、粉末压制成型 - 刀片外形及断屑槽成型
3、硬质合金烧结 - 完成粉末冶金工艺
烧结过程中,硬质合金有一定的收缩率,刀片尺寸随之缩小。
1.压制后待烧结刀片、2.烧结后刀片、3.涂层后刀片
4、磨制 - 完成精确尺寸
5、刃口钝化 - 提高刃口强度
6、涂层 - 改善切削性能
这里必须划一下重点,刀具厂商的刀片材质,一般指的是:
某个特定成分、性能的硬质合金基材,加上某种特定工艺的涂层。
(非涂层材质除外)
也就是说,即使是相同的基材,配合不同的涂层,会成为两个不同的刀片材质牌号。这是厂商刀片材质与硬质合金基材的区别。
另外一方面,涂层工艺与硬质合金基材的配合设计,是非常重要的材质研发技术考量。以后的应用技术讨论中会涉及相关内容。
试用详情请戳下方了解更多
本站涵盖的内容、图片、视频等数据系网络收集,部分未能与原作者取得联系。若涉及版权问题,请联系我们删除!联系邮箱:ynstorm@foxmail.com 谢谢支持!









